Jul 29, 2026
Comparaison des normes relatives aux douches de décontamination : Chine GB/T 25915, ISO 14644 et États-Unis FED-STD-209 — Ce que les acheteurs internationaux doivent savoir
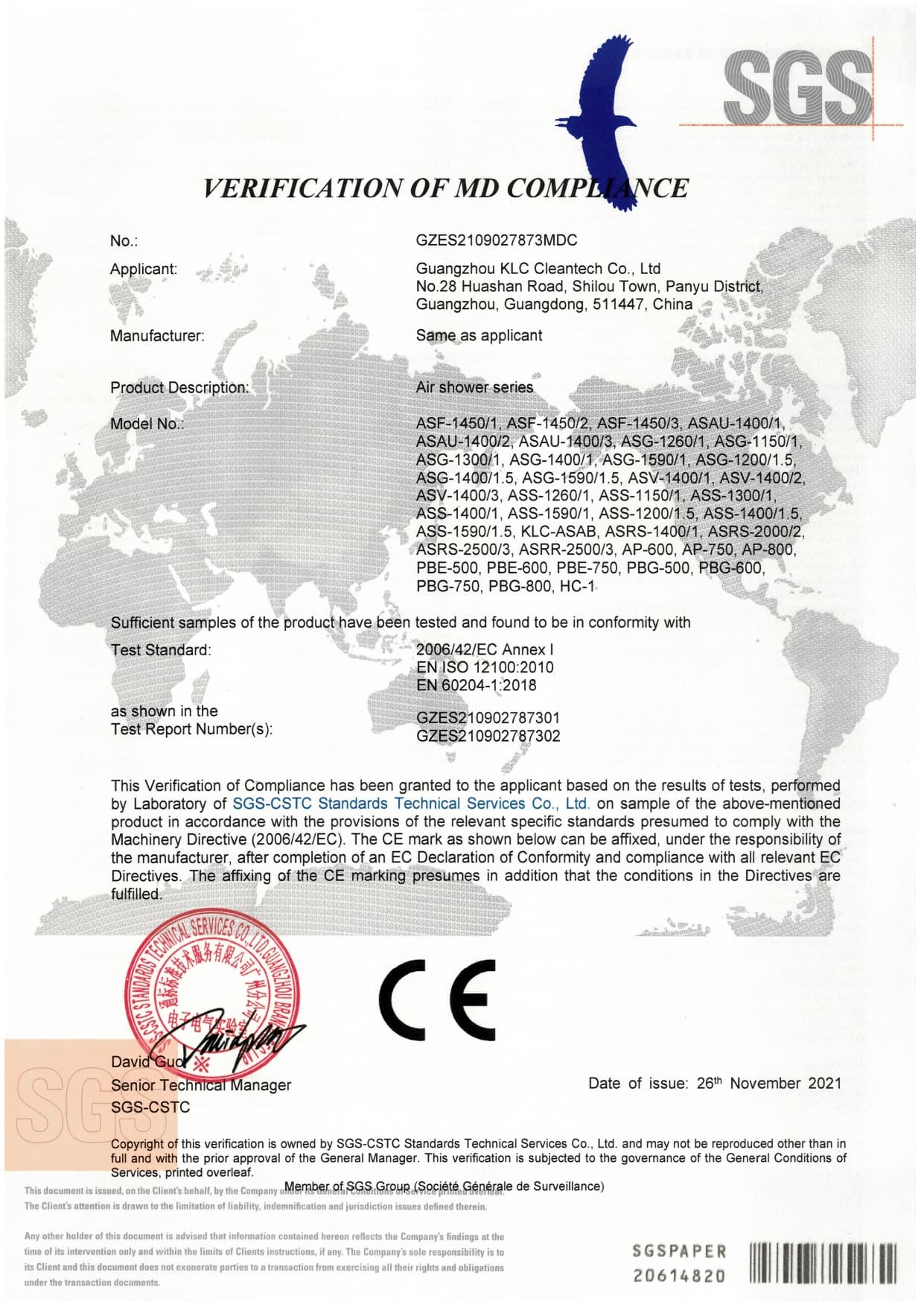
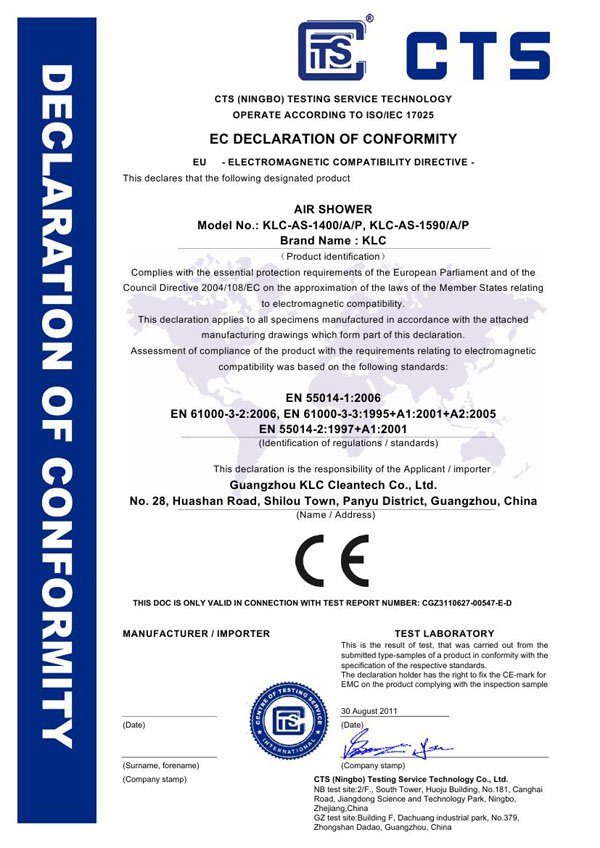
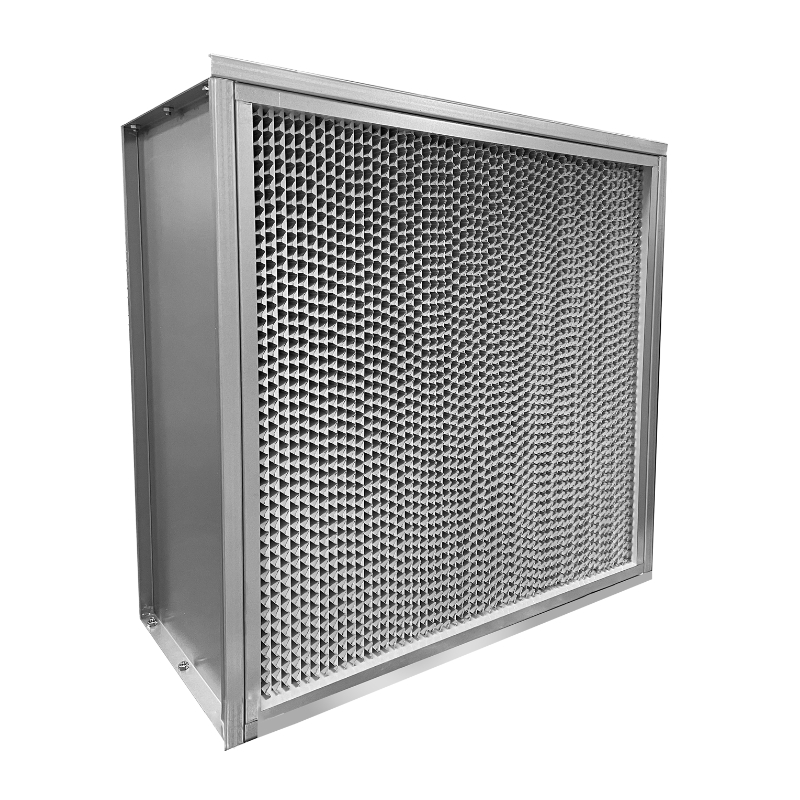
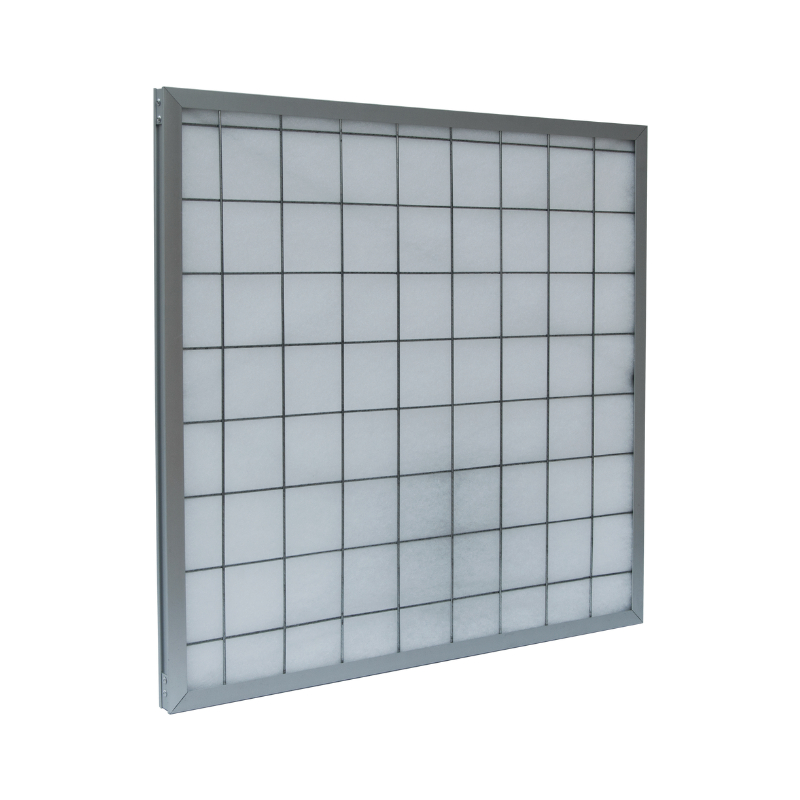
Mondial douche d'air pour salle blanche Les normes exigent des vitesses de jet ≥ 25 m/s (GB/T 25915), une filtration HEPA H14 (ISO 14644-14) et des systèmes de verrouillage électronique à double porte. Bien que la norme américaine FED-STD-209E ne soit plus en vigueur, les acheteurs continuent d'utiliser ses classifications de salles blanches, en complément des directives harmonisées CE et ISO de l'UE.Cet article propose une comparaison rigoureuse et multirégionale des normes chinoises GB/T 25915, internationales ISO 14644 et américaines FED-STD-209E relatives aux sas de décontamination, en détaillant les exigences de conformité à l'exportation et les spécifications mécaniques. Ce guide s'adresse aux responsables des achats B2B, aux intégrateurs de systèmes de salles blanches et aux ingénieurs en conformité à l'exportation impliqués dans des installations de salles blanches à l'échelle mondiale. Section 1 : Panorama mondial des normes relatives aux sas de décontamination pour salles blanchesLes sas de décontamination constituent la principale barrière physique entre les vestiaires non classifiés et les environnements propres à contrôle strict. Grâce à l'utilisation d'un jet à haute vitesse, Filtre HEPA Les buses d'air de ces systèmes permettent de déloger et d'éliminer physiquement les particules des vêtements et des équipements des opérateurs. Cependant, avec la mondialisation des chaînes d'approvisionnement pour la construction de salles blanches, les acheteurs B2B sont fréquemment confrontés à des normes d'ingénierie contradictoires.Trois normes principales régissent la conception, la sécurité et les performances des sas de décontamination pour salles blanches à l'échelle mondiale :Norme chinoise GB/T 25915 (et GB 50073) :Les normes nationales chinoises sont très détaillées concernant les spécifications structurelles, la sécurité électrique et les performances aérodynamiques. La norme GB/T 25915 est largement alignée sur la norme ISO 14644, mais introduit des protocoles d'essai et de fabrication spécifiques et juridiquement contraignants pour les sas de décontamination.ISO 14644 et IEST-RP-CC002.4 :L’Organisation internationale de normalisation (ISO) définit la propreté de l’air des salles blanches, tandis que l’Institut des sciences et technologies environnementales (IEST) publie la pratique recommandée définitive (IEST-RP-CC002.4) qui régit l’ingénierie des douches d’air, la configuration des buses et les méthodologies de test à l’échelle mondiale.Norme fédérale américaine FED-STD-209E :Bien que la norme FED-STD-209E ait été officiellement retirée du marché par l'Administration des services généraux des États-Unis en 2001 et remplacée par la norme ISO 14644, elle reste profondément ancrée dans les pratiques d'achat interentreprises à l'échelle mondiale. De nombreux ingénieurs en Amérique et dans certaines régions d'Asie spécifient encore la « classe 100 » (équivalente à la norme ISO 5) ou la « classe 10 000 » (équivalente à la norme ISO 7) et exigent que les sas de décontamination soient testés conformément aux anciennes normes fédérales. Section 2 : Tableau comparatif technique completLors de l'acquisition de sas de décontamination pour des projets transfrontaliers, il est essentiel de comprendre les différences mineures dans les spécifications standard afin d'éviter les non-conformités lors de la validation des installations. Paramètre techniqueChine GB/T 25915 / GB 50073ISO 14644 / IEST-RP-CC002.4Norme fédérale américaine héritée FED-STD-209EVitesse minimale du jet d'air≥25 m/s face de la buse20-25 m/s (4000–5000 FPM)≥20,3 m/s(4000 FPM)Durée du cycle de soufflage10 à 15 secondes (réglable)10 à 20 secondes (15 secondes par défaut en usine)15 secondes (valeur par défaut fixe)Filtre à recirculation de qualitéPréfiltre primaire + filtre HEPA H13Filtre HEPA H14 (99,995 % à 0,3 μm)99,97 % ou 99,99 % HEPASystème de verrouillage des portesélectronique/photoélectrique obligatoiremécanique ou électronique obligatoireélectronique/pneumatique obligatoireTemps d'auto-purification≤60 secondesMoins de 60 secondes (généralement 45 secondes)Non explicitement définiLimite du niveau sonore≤75dBA (pendant le soufflage)≤80dBA (pendant le soufflage)≤80dBA (pendant le soufflage)Matériau de structure du tubageacier inoxydable SUS304 ou acier revêtu d'époxypermissif (acier inoxydable/revêtu)Acier, acier inoxydable ou plastique Section 3 : Conformité aux spécificités du marché et certifications d'exportationPour importer et installer avec succès des sas de décontamination sur différents marchés internationaux, les acheteurs B2B doivent vérifier les marquages réglementaires spécifiques :•Marché de l'Union européenne (UE) :Les douches de décontamination exportées vers l'Espace économique européen doivent porter le marquage CE. Cela implique la conformité à trois directives harmonisées :Directive Basse Tension (LVD) 2014/35/UE :Ce document traite de la sécurité des composants électriques, des moteurs et du câblage.Directive Machines (MD) 2006/42/CE :Protège les pièces mobiles, telles que les portes coulissantes automatiques et les ventilateurs.Directive 2014/30/UE relative à la compatibilité électromagnétique (CEM) :Garantit que les composants électroniques de la douche d'air n'interfèrent pas avec les autres équipements de la salle blanche.•Marché nord-américain :Les acheteurs américains et canadiens exigent fréquemment la conformité aux normes UL 508A (pour le panneau de commande électrique) et NFPA 79 (norme électrique pour les machines industrielles).•Marchés chinois et asiatiques :Les projets doivent être conformes à la norme GB 50073 (Code de conception des salles blanches) et réussir l'inspection d'assurance qualité locale avant le démarrage de l'usine. Section 4 : Ingénierie Douches d'air KLC pour la conformité à la triple normeEn tant que fournisseur de premier plan d'équipements pour salles blanches B2B, KLC conçoit ses sas de décontamination pour répondre simultanément aux exigences GB, ISO/IEST et aux normes américaines existantes, simplifiant ainsi la conformité pour les projets internationaux.•Puissance aérodynamique : Chaque douche d'air KLC est équipée de ventilateurs centrifuges à double aspiration haute pression fournissant des vitesses d'air de ≥25 m/s à 30 m/s à la face de la buse, dépassant à la fois les minimums GB/T 25915 et IEST nord-américains.•Efficacité de filtration :Il est doté d'une filtration standard à plusieurs étapes composée de préfiltres lavables en nylon/synthétique et de filtres HEPA de qualité supérieure scellés au gel H14, dont l'efficacité est vérifiée à 99,995 % pour les particules de 0,3 μm.•Systèmes de contrôle avancés :Doté de contrôleurs PLC conviviaux avec invites vocales programmables, temps de soufflage réglables (0 à 99 secondes) et interverrouillages électroniques haute fiabilité qui empêchent la contamination croisée.•Certifications internationales :Les sas de décontamination KLC sont entièrement certifiés CE, répondent à toutes les exigences européennes LVD, MD et EMC, et sont disponibles avec des configurations électriques conformes aux normes UL pour le marché nord-américain. Section 5 : FAQ (10 questions)Q1 : Quelle est la différence entre GB/T 25915 et ISO 14644 pour les sas de décontamination ?La norme GB/T 25915 est la traduction chinoise de la norme internationale ISO 14644. Bien qu'elles soient harmonisées techniquement en ce qui concerne la classification des salles blanches (telles que la classe 5 ou la classe 7), la norme GB/T 25915 est associée à des codes d'ingénierie chinois spécifiques, tels que les normes GB 50073 et GB 50591. Ces codes nationaux imposent des essais structurels spécifiques, des exigences strictes en matière de sécurité électrique et des vitesses minimales de jet d'air plus élevées.Q2 : Pourquoi une vitesse minimale du jet de 25 m/s est-elle la norme dans les directives internationales ?Une vitesse minimale de 25 m/s (environ 5 000 pieds par minute) est requise, car des essais physiques ont démontré que des vitesses inférieures ne permettent pas de rompre les forces électrostatiques et de couche limite qui retiennent les fines particules de poussière aux fibres des vêtements. À 25 m/s ou plus, l'énergie cinétique du jet d'air est suffisante pour faire claquer violemment le tissu. Cette agitation physique est nécessaire pour détacher les particules submicroniques, les squames et les cheveux des vêtements de l'opérateur afin qu'ils puissent être capturés par les grilles de reprise d'air.Q3 : La norme FED-STD-209E est-elle toujours juridiquement valable pour les spécifications des sas de décontamination en salle blanche ?Officiellement, la norme FED-STD-209E a été annulée en 2001 et n'est plus reconnue par les organismes de réglementation tels que la FDA ni par les organisations internationales de normalisation. Cependant, dans la pratique, de nombreux documents relatifs aux anciennes conceptions de salles blanches, aux achats interentreprises et aux plans d'ingénierie, tant aux États-Unis que dans les chaînes d'approvisionnement mondiales de semi-conducteurs, utilisent encore la terminologie FED-STD-209E (par exemple, « Classe 100 » au lieu de « Classe ISO 5 »). Les sas de décontamination modernes, conçus selon la norme ISO 14644, sont parfaitement compatibles avec les exigences de la norme FED-STD-209E et les surpassent largement.Q4 : Quelles normes de sécurité électrique et mécanique s'appliquent aux sas de décontamination certifiés CE ?Pour qu'une sas de décontamination obtienne la certification CE, elle doit satisfaire à trois directives principales. La directive Basse Tension (DBT) 2014/35/UE régit l'isolation électrique, la mise à la terre et la sécurité du câblage. La directive Machines (MD) 2006/42/CE réglemente la sécurité mécanique, en veillant à ce que les pièces mobiles, telles que les portes automatiques, ne présentent aucun risque de pincement. La directive Compatibilité Électromagnétique (CEM) 2014/30/UE garantit que la sas de décontamination n'émet pas de perturbations électromagnétiques susceptibles de perturber les équipements de laboratoire ou de semi-conducteurs sensibles.Q5 : Une douche de décontamination standard peut-elle répondre aux exigences des BPF de l’UE et de la FDA américaine ?Oui, une sas de décontamination de haute qualité peut satisfaire aux deux normes si elle est correctement conçue. La FDA américaine (se basant sur les pratiques recommandées par l'IEST) et les BPF européennes (se basant sur la norme ISO 14644) exigent toutes deux une séparation physique, un verrouillage à double porte et un système de recirculation d'air filtré HEPA. Pour répondre aux exigences de ces deux réglementations, la sas de décontamination doit utiliser des filtres HEPA de classe H14, maintenir une vitesse d'air minimale de 25 m/s, être fabriquée en acier inoxydable SUS 304 non poreux et être équipée d'un système de verrouillage électronique empêchant l'ouverture simultanée des deux portes.Q6 : Quel niveau de filtration est requis pour le système de recirculation d'une douche d'air ?Une douche de décontamination doit être équipée d'un système de filtration à deux étages. Le premier étage est un préfiltre (de classe G4 ou F7) conçu pour retenir les grosses particules de poussière, les fibres et les cheveux. Le second étage doit être un filtre HEPA terminal. Conformément aux normes internationales pour salles blanches, le filtre HEPA doit être au minimum de classe H13 (efficacité de 99,95 %). Toutefois, des leaders du secteur comme KLC utilisent des filtres HEPA de classe H14 (efficacité de 99,995 % à 0,3 µm) afin d'offrir une marge de sécurité plus élevée et de garantir un air recirculé totalement exempt de particules.Q7 : Comment fonctionne le système de verrouillage électronique en cas de panne de courant ?Pour des raisons de sécurité, les verrous électroniques des portes doivent être configurés avec un mode de sécurité par défaut. En cas de panne de courant totale ou si le bouton d'arrêt d'urgence est actionné, les verrous électromagnétiques doivent se désactiver immédiatement. Ceci déverrouille simultanément les deux portes, permettant ainsi aux opérateurs d'évacuer par l'un ou l'autre côté du sas de décontamination, conformément aux normes internationales de sécurité incendie et d'évacuation d'urgence.Q8 : Pourquoi le temps d'auto-purification est-il un indicateur critique pour les sas de décontamination des salles blanches ?Le temps d'auto-purification correspond au temps nécessaire pour que le volume d'air interne de la sas retrouve son niveau de propreté initial après le passage d'un opérateur. Lors d'un cycle, la poussière et les fibres sont délogées dans la cabine de ventilation. Si l'opérateur suivant y entre immédiatement avant que cette poussière ne soit filtrée, il sera exposé à un nuage de particules en suspension. Les normes exigent que le cycle d'auto-purification élimine 99 % des poussières en suspension en 60 secondes, ce qui est réalisé grâce à un renouvellement d'air à haute fréquence à l'intérieur de la sas.Q9 : À quelle fréquence faut-il remplacer les préfiltres et les filtres HEPA dans une douche de décontamination ?Les préfiltres G4 sont des composants à forte usure et doivent être nettoyés ou remplacés tous les 1 à 3 mois, selon la fréquentation. Le filtre HEPA H14 principal est protégé par ces préfiltres et fonctionne dans un circuit de recirculation relativement propre, avec une durée de vie typique de 2 à 5 ans. Le remplacement du filtre HEPA doit être déclenché lorsque la vitesse de l'air descend en dessous du seuil critique de 20 m/s ou lorsqu'un test de contamination par aérosol PAO révèle une fuite dans le média filtrant.Q10 : Comment KLC vérifie-t-elle que ses sas de décontamination sont conformes aux réglementations d’importation à l’étranger ?Chaque sas de décontamination fabriqué par KLC est soumis à un protocole complet de tests d'acceptation en usine (FAT) dans notre centre d'essais de Guangzhou. Ce protocole comprend la vérification de la vitesse de l'air à toutes les buses, le test du verrouillage des portes, des tests de rigidité diélectrique et un contrôle d'intégrité du filtre PAO. Nous fournissons un dossier complet de documentation FAT, les certificats de conformité CE et les schémas électriques avec chaque livraison afin de garantir un dédouanement simplifié et une mise en service rapide sur site.Section 6 : Conclusion et recommandationsL'acquisition d'équipements pour salles blanches destinés aux installations internationales exige une attention particulière aux normes régionales. Choisir un sas de décontamination conforme aux normes chinoises GB/T 25915, ISO 14644 et à l'ancienne norme FED-STD-209E garantit une conformité réglementaire sans faille et un contrôle fiable de la contamination. Les sas de décontamination à haute vitesse de KLC, certifiés CE, offrent aux entreprises une solution fiable et certifiée à l'échelle mondiale pour les environnements de salles blanches les plus exigeants.Consultez les experts en ingénierie de KLC pour sélectionner les spécifications de douche d'air adaptées à votre installation.KLC International.














































 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge













